PDPS焊装线虚拟调试
-
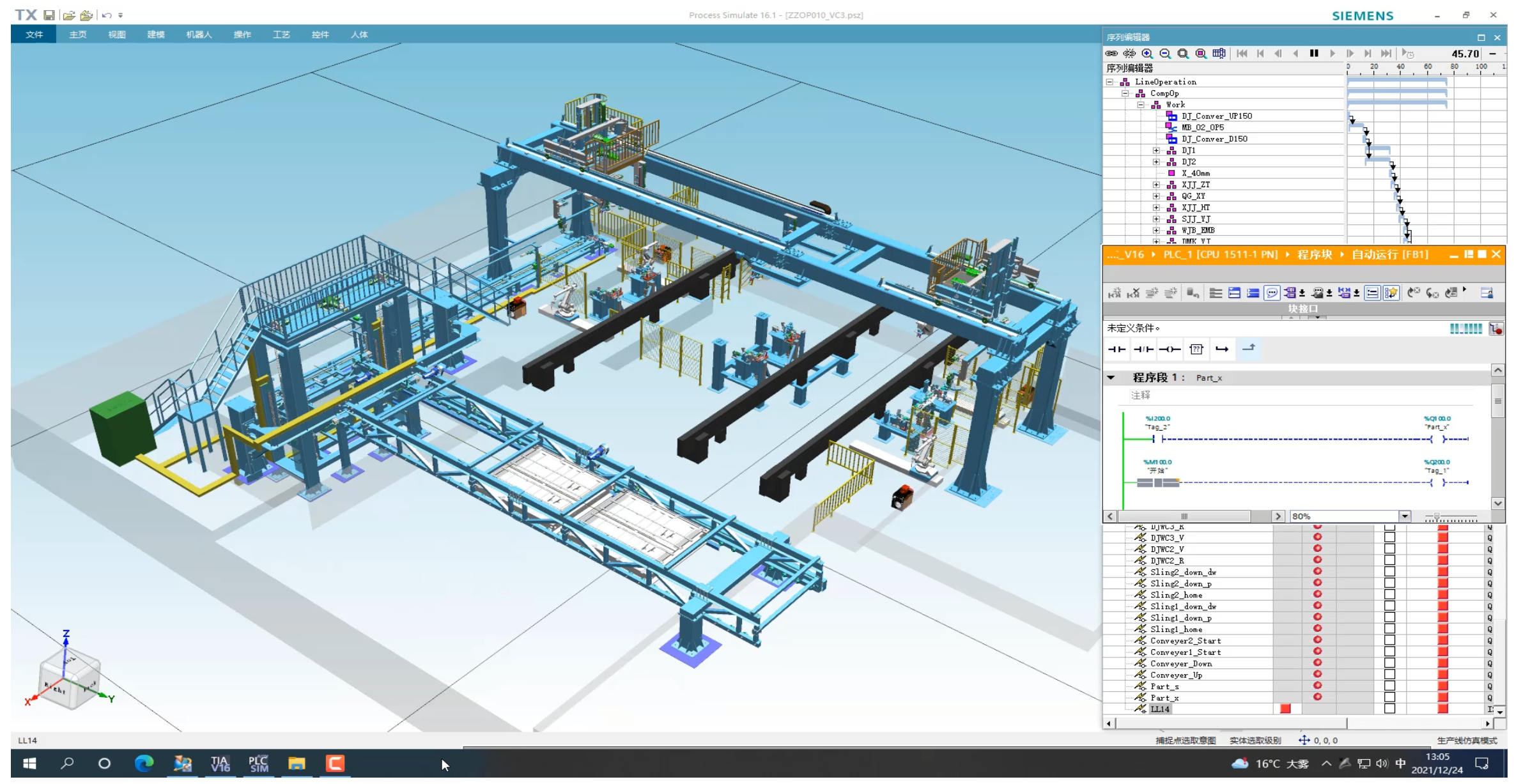
焊装线设计产能:50JPH,生产 3 种车型(A/B/C),含 12 个焊接工位、8 台机器人。
-
挑战:现场调试周期长(传统方式需 45 天),机器人干涉问题频繁,影响投产进度。
-
干涉问题:机器人 3 在焊接车型 B 侧围时,焊枪与夹具支撑臂发生碰撞(仿真中标记为红色警告)。
-
节拍瓶颈:工位 7(车门焊接)因车型 C 需额外 3 个焊点,导致该工位节拍达 25 秒,高于线体平均节拍 20 秒。
-
PLC 逻辑错误:当某工位检测到焊接缺陷时,PLC 未触发返修线体的自动切换,导致合格车身被误送返修。
-
机器人路径调整:为机器人 3 增加 “避障点”,调整焊枪进入角度,消除干涉。
-
工位拆分:将工位 7 的焊接任务拆分为工位 7(基础焊接)和工位 7a(车型 C 追加焊点),并行作业。
-
PLC 程序修正:在虚拟调试中验证返修逻辑,增加焊点检测信号与返修线体的联动控制。
-
现场调试时间缩短至 20 天,减少 55% 的调试成本。
-
机器人干涉问题提前 100% 解决,线体一次性通过率从 70% 提升至 95%。
-
混流生产节拍稳定在 20.5 秒 / 件,满足设计产能要求。